Creation of the first industrial X-ray machine using direct conversion technology – dedicated to quality control in the food industry

 Project title
Project title
Creation of the first industrial X-ray machine using direct conversion technology – dedicated to quality control in the food industry
 Name of Beneficiary/Beneficiaries
Name of Beneficiary/Beneficiaries
PID POLSKA SP. Z O.O.
 Name of programme
Name of programme
Path for Mazovia
 Competition
Competition
Domestic programmes
 Project value
Project value
PLN 10,483,130.89
 Funding value
Funding value
PLN 7,649,509.75
 Project delivery period
Project delivery period
from 1 October 2020 to 30 September 2023
See the results of our work

Photo of the detector
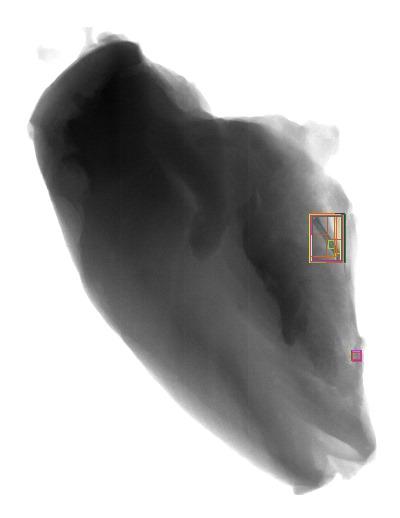
An example of an X-ray with a marking
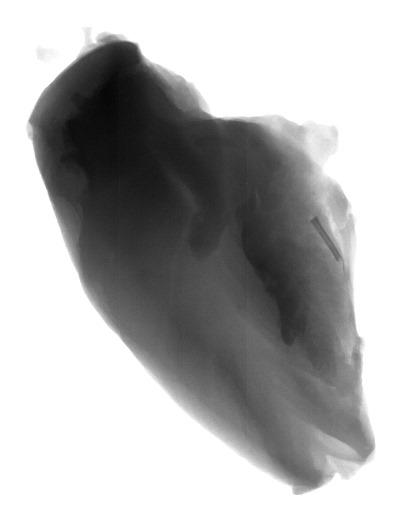
Example of an unmarked X-ray
What problem does our project solve?
The project addresses a significant problem in the food industry related to contaminants found in products and the need to increase detection capacity on automated production lines.
The absence of an effective quality control process can lead to complaints, compensation payments and batch recalls. Adequate product quality will help ensure proper food safety and consumer health.
The research work conducted by PID POLSKA SP. Z O.O. was aimed at developing and testing a device that would be able to detect contaminants more efficiently than the products available in the market today.
The industrial X-ray device "PC detectors", using direct conversion technology, significantly improves the efficiency, precision and safety of the production process, which translates into higher quality of the final product and reduced risk for consumers. Here are a number of advantages over traditional detectors used in this type of application:
- Higher sensitivity and accuracy
PCDs can distinguish between individual photons and measure their energy, allowing for more precise detection of contaminants, especially those with low contrast to the surrounding material. This allows a variety of contaminants such as glass, metal, bone, stones or even plastic to be identified more effectively.
- Improved energy resolution
The "PC" X-ray device allows the energy of each recorded photon to be recorded, making multi-energy images possible. This allows distinguishing between materials with different chemical properties, which can help identify contaminants based on their specific chemical composition.
- Lower radiation dose
With higher detection efficiency and the ability to discriminate between materials more precisely, "PC detectors" can achieve comparable or better results with a lower X-ray dose. This is beneficial from the perspective of safety and radiation exposure cost reduction.
- Noise reduction
The "PC detector" eliminates the problem of noise that can occur in analogue detectors, leading to clearer and more precise images. For contaminant detection, less noise means better detection of smaller or lower-contrasting contaminants.
- Longer service life of detectors
"PC detectors are less susceptible to degradation compared to traditional detectors, leading to longer service life and reduced costs related to detector maintenance and replacement."
- Real-time detection capability
Thanks to the fast and efficient processing of photon signals, "PC detectors" enable real-time monitoring of food production processes, allowing immediate detection and elimination of contamination, minimising the risk of contamination of the entire batch of the product.
Who will benefit from the project's results?
The target customers of the X-ray detectors developed as a result of the Project will be companies operating in the food industry, with particular emphasis on beverage manufacturers, manufacturers of processed fruit and vegetable products (in cans, glass bottles and jars), manufacturers of pre-packaged confectionery and packaged bulk products.
What was the biggest challenge for us in implementing the project?
The greatest challenge in managing the project was the implementation of international cooperation with subcontractors and suppliers during the COVID-19 pandemic, the blockade of the Suez Canal by the container ship Ever Given and the war in Ukraine. As a result of the above, we had problems realising orders and the availability of raw materials (CdTe, silicon wafers) within expected deadlines. There were also technological difficulties with the R&D subcontractor, which forced the extension of the various stages of the project.
Our advice for other Applicants
Perseverance and successive pursuit of the goal – it is worth it!